

Wetland Conservation – A Climate Change Response
Wetland Conservation – A Climate Change Response
“Low hanging fruit for achieving mitigation milestones”
The annual celebration of World Wetlands Day is a wonderful opportunity to remind ourselves of our duty to protect and preserve the dwindling wetlands in our country. It has always been a challenge to strike a balance between the environment and the development and as is known, the latter is seen to be a sure winner in the battle. Since it is at the cost of our environment, I deem it a pyrrhic victory. We always become wise after the event.
Be that as it may, wetland conservation has now become an imperative, especially in an urban environment. The significance of wetland cannot be over-emphasized, for, it is an important groundwater recharging source, particularly for a city like Chennai. Furthermore, it is a flood regulator besides being a sanctuary, if I may say so, for a variety of birds and other species.

It is not out of place to mention here that WABAG launched an integrated program for building capacities for wetland management among the various stakeholders, followed by wetland restoration of Narayanapuram Wetland in close proximity to our corporate headquarters at Chennai, Tamil Nadu. Today, with increased water holding capacity, the wetland has become an important groundwater source for the neighborhood.

It is a good augury that the Govt. of Tamil Nadu chose to set up a State Wetland Authority which goes to show the utmost importance that is being accorded to the cause of environment.
Despite the aforesaid benefits, I find there is lack of awareness on the importance of wetland conservation among the public, nay, even some of the elite sections of the society. It is therefore urgent and necessary to create an awareness in the first place in the minds of the public.

Removal of Micropollutants – A Pioneering Initiative
Micropollutants – tiny causes, huge effects.
Micropollutants are substances that occur in very low concentrations (ng/l to μg/l) in water. These micropollutants are mostly not new, but their existence could only first be proven with the availability of steadily more effective analytical methodology. They include a wide range of substances of mainly anthropogenic origin and can be found in both surface and underground water reserves. Although micropollutants occur in miniscule concentrations, they can destabilize organisms and entire eco-systems. One known example is provided by fish, in which hormone-active (endocrine) substances can lead to chaos in the hormone household and thus result in the feminization of the males in the species.
Many European countries are already discussing, or have statutes regarding the elimination of micropollutants in treated wastewater with the aim of safeguarding both aquatic eco-systems and drinking water resources.
State of the art mechanical/biological sewage treatment plants are insufficient to remove those substances. Proven technologies are already available that can be used to great effect in this area. These consist of oxidative, adsorptive and physical processes, and their combination. WABAG possesses expertise in all of these areas and uses those technologies in potable water plants for many decades already.
For more than a decade, WABAG has been involved or led numerous R&D projects aimed at the development and adaption of technologies for the elimination of micropollutants. As a result, WABAG is one of the few companies able to offer all the relevant technologies such as ozonation and activated carbon adsorption, as well as their combination. By May 2019 WABAG has in execution or operation 16 plants for this purpose.
WABAG Technologies
Advanced processes for the elimination of micropollutants consist primarily of oxidation, activated carbon adsorption and innovative filtration technologies. They are now ready for use in adapted form in wastewater treatment.
All WABAG technologies fulfil every plant requirement with regard to the removal of micropollutants:
• Extensive broadband effect
• High micropollutants elimination efficiency
• The avoidance of problematic by-products and large quantities of residuals
• Smooth integration into existing process chains
• Straightforward operational management
WABAG has won/executed 16 projects by May 2019 and at least one full-scale plant with the following technologies:
- PACPUR-SF®: PAC + Filtration, PAC + Sedimentation + Filtration
- PACOPUR-MF®: PAC + MBR
- BIOZONE®: Ozonation + Filtration
- BIOZONE-PACOPUR®: Ozonation + PAC + Filtration
- BIOZONE-CARBOPUR®: Ozonation + GAC-Filtration

BIOZONE® plant in Reinach, Switzerland

PACOPUR® plant in Thun, Switzerland

BIOZONE-CARBOPUR® plant in Altenrhein, Switzerland
All of these processes are suitable for both, new treatment plants, or the later extension of existing treatment plants. Some of the plants are in operation, the first one since 2013. Most of them are in execution.
Developed, tested, built.
With WABAG you are on the safe side.

Aerobic Granular Biomass Technology – NEREDA®A Sustainable Wastewater Treatment Option
Aerobic granulation is seen as the future standard for industrial and municipal wastewater treatment and subsequently research efforts are quickly developing in this field. As an outcome of a concerted Dutch program, an aerobic granular biomass technology has been scaled-up and implemented for the treatment of urban and industrial wastewater. This Nereda® technology is considered being the first aerobic granular sludge technology applied at full-scale. Discovered in 1995 and further developed by Mark van Loosdrecht from the Delft University of Technology (DUT), the process of using aerobic granular biomass for wastewater treatment has been scaled up and engineered to suit commercial applications by Royal HaskoningDHV, a Dutch E+C company and has been commercially branded as Nereda® Technology.
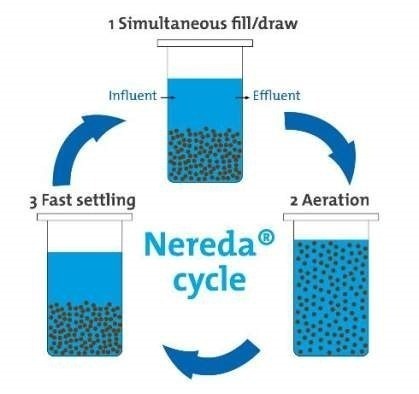
WABAG signed a License agreement with RHDHV for applying this Technology in India and Switzerland. The Nereda® technology has been applied in various industrial and municipal applications and demonstrated its robustness and stability. The first full-scale industrial applications date back to 2005, while in parallel the technology was further scaled-up for municipal application. One of the most critical aspects of the activated sludge process has always been the separation of biomass and treated water. Besides the development of physical separation techniques (membrane bioreactors) the improvement of settling properties of the activated sludge has been an important research topic. The basic requirement for biomass with good settling properties is a granular structure based on compact, dense, large particles with a high specific gravity. Operating data from the first municipal full-scale plant confirm the projected advantages with regard to treatment performance, energy-efficiency and cost-effectiveness. The technology, now applied at tank sizes similar to the world’s largest SBR-tanks, is considered proven and applicable for even the largest applications. Significant improvements regarding process stability, effluent quality (e.g. TN <5 mg/L, TP <0.3 mg/L) and energy savings (>30 %), compared to traditional activated sludge processes, have been demonstrated in all the operating plants.


Waste to Energy – Achieving Self-sustenance in Sewage Treatment Plant
The successful operation of a Sewage Treatment Plant (STP) not only lies with achieving the desired standards but also with value additions & overall plant operation, economical as well as technical ease. There is lot of concern on the present growing dependence on Power supply in Developing countries like India. This has driven the Wastewater treatment market to look for alternative sources of energy. Bio sludge, the major waste generated in an STP is a valuable carbonaceous resource, which can be efficiently utilized for generation of energy with well-designed Sludge Treatment units employing Anaerobic digesters, Biogas harness facilities and Biogas based GenSet systems. These systems are capable of generating electricity to fulfil the self-sustenance of the Plants, from where energy is harnessed in the form of biogas. Some of these STPs are successfully operating for more than ten years for Chennai Metropolitan Water Supply and Sewerage Board with consistent and enhanced power generation from biogas in Chennai, India. The fine-tuned operations have helped in reducing energy requirement from State Electricity Grid/Diesel Generator Set (DG) and at the same time sustaining its sole purpose, sewage treatment.
The Sewage Treatment Plants at Kodungaiyur and Perungudi are two among the four sewerage treatment plants of Chennai City executed by WABAG during 2006. Both STPs were designed based on Conventional ASP for capacities of 110 MLD and 54 MLD respectively. Other two STPs of 60 MLD at Koyambedu and 40 MLD at Nesapakkam were executed by other contractors. In all these STPs, emphasis has been laid into sludge treatment and generation of power from biogas, utilizing the same to run the whole treatment plant thereby significantly reducing the electricity import from the State Electricity Grid.

The treatment of sewage is typically done through primary treatment for removal of solids/grit etc., followed by biological treatment in conventional activated sludge system. The primary and excess biosludge produced is thickened and digested in anaerobic sludge digestion, producing methane rich biogas and well-digested biosludge suitable for disposal after dewatering in a centrifuge. The biogas produced is collected in a gas holder and used as fuel in biogas engine (1 MW capacity) after passing the same in bio-scrubber for removal of hydrogen sulfide, which is corrosive to the gas engine.

Success of plant operation and achieving even better results is possible through close monitoring and control of process. Dedicated efforts by the technical team provides the consistent successful operations of the plant for not only achieving the desired parameters but also the energy produced by non-conventional energy has helps the environment and eases the burden of the precious resource – “Electric Power”.

Wastewater – A Resource, Not a Liability
The present are testing times. Availability of water for the future is one of the biggest concerns of Governments, Regimes, Urban Local Bodies and Industries around the World. The same is cemented by the recent United Nations Water Intel which states that 783 Million people are devoid of access to Clean Drinking Water across the Globe. More than often, the future lacks Optimism. It is in this challenging scenario that technology companies like WABAG help sustain water supply by providing alternative sources of water.
WABAG’s reuse offerings for both municipal and industrial sectors are based on the conviction that “Water is too precious to be used just once”. The company has numerous standout references that employ advanced multi barrier systems and testify to its expertise in the domain of water reuse. The company’s references, totaling to around 50 plants which effectively reuse around 2000 million liters every day globally. These value propositions validate the brand’s tagline: Sustainable Solutions for a better life.
In the municipal sector, testifying to the feasibility of the reuse model is the world’s first direct potable reuse plant at Windhoek, Namibia which treats wastewater to levels fit for potable consumption. Another reference which ensures water security is the reclamation plant at Baotou, Mongolia which employs WABAG’s patented filtration technology: BIOPUR. The tertiary treated wastewater is used as cooling water in a nearby power station.
In the industrial sector, the Panipat Refinery Water Reclamation Plant of IOCL (Indian Oil Corporation) at Haryana, India, is a unique recycling plant treating & recycling complex refinery/petrochemical process effluents. The Plant which has been in operation for over a decade employs advanced multi-barrier systems in order to meet the strict quality requirements for recycling as boiler make-up water. The process flow comprises a wide range of technologies from clarification, ultrafiltration and reverse osmosis to demineralization, using mixed bed ion exchange filters.
To reiterate, water is a finite resource, not a rightful commodity & we must pay serious thought to managing it efficiently. This thought is key to ensuring the sustainability of this precious resource, which is key to the socio economic well-being of the global population.

Treatment of Coke oven effluents – An overview of the effluent treatment plant for Coke oven plant, India
WABAG executed an Effluent Treatment Plant for DPL’s Coke oven plant located at Durgapur, West Bengal, India in 2010. The primary function of the Effluent Treatment Plant is to render the harsh coke oven effluents for discharging to the environment compliant with regulatory requirements. Coke oven effluents are one of many complex effluents that contain harsh pollutants in forms of cyanides, thiocyanates, phenols, sulphides and ammonia in addition to BOD and COD. These effluents demand a very efficient and robust treatment scheme before disposal to environment.
The production of coke involves the carbonization of bituminous coal by heating it in the absence of air at temperature range 900-1000 deg.C in an oven which drives off all the volatile portions in the coal. The gas which is evolved containing the volatile matters is collected through stand-pipes and is cooled in stages by spraying cold liquor over the gas, thereby producing mainly tar as the condensate. Further cooling processes produce condensate containing additional tar and ammonia liquor. These condensate liquors after the separation of tar in a tar-decanters, are recycled back. The excess liquor known as “ammonia liquor”, containing mainly ammonia and tar is sent for treatment. Principally the effluent streams generated from a Coke Oven Plant are from Ammonia scrubber, Tar separator, NO-Oxidizer plant and Quenching Tower.
Different trains of effluents totaling to 1000 cu.m/day comprising contaminated streams from scrubbers, coal tar decanters, etc. are treated in the effluent treatment plant employing a combination of physico-chemical treatment (clarification, stream stripping and alkaline chlorination) followed by a two stage biological treatment (Extended mode activated sludge process) is a robust and economic option for the treatment of effluents from coke-oven plants. This plant is an example of one of its kind for treatment of complex effluents. The very complex nitrogen compounds such as cyanide and thiocyanates in addition to high concentrations of ammonia can be reduced with appropriately designed stage wise treatments. The effluents are segregated and treated, viz., ammonia scrubber and tar separator effluents are equalized and clarified in tar clarifier for removal of floating tar, oils and grease, steam stripping of ammonia is carried out in Ammonia stripper, NOx gas plant effluents are added and treated in two-stage alkaline chlorination for removal of cyanide and thiocynates followed by oxidation of sulphides by hydrogen peroxide dosing, pH adjustment is done by adding quenching water and necessary acid/alkali. Then two-stage activated sludge biological treatment is adopted for biological degradation of pollutants such as BOD/COD and soluble phenols and Nitrification/Denitrification of balance ammonia. Lot of operational issues were kept in view at design and engineering stages of plant and ensured that the overall plant operation is not only economic but at technical ease.

Potable Reuse – Sustainable Water Management Model
Water stress is increasing mainly due to population growth and climate change, and in many cases, the clean and safe drinking water supply can no longer be guaranteed.
Treated municipal wastewater is a drought-proof source for potable water reuse, which has been employed for many years. Prominent examples of such practices are the Water Reclamation Plant at Windhoek, Namibia (Built by WABAG), Singapore NEWater (Public Utility Board) and the Orange County Groundwater Replenishment System/California (Orange County Water District). Moreover, at present, there are numerous projects under development, especially in Texas and California where recycled water is even being turned into craft beer (Padre Dam Municipal Water District, East County). South Africa, Brazil and India are further examples of countries considering potable reuse.

Water Reclamation Plant at Windhoek, Namibia (Built by WABAG)
Major issues in this regard relate to the provision of sufficient treatment reliability. In other words, the ability of a water reclamation process to consistently achieve the desired degree of purification on the basis of its inherent redundancy, robustness and resilience. Redundancy means the employment of multiple independent barriers for the protection of public health in the event of failures. Robustness constitutes the ability to address a broad variety of contaminants while also preventing the occurrence of catastrophic failures, and resilience represents the capacity to adapt successfully or restore performance rapidly in the face of treatment failures and threats.
Another key success factor is public acceptance, which needs to be established through comprehensive and adequate information and educational programmes. One aim in this connection is to convince the people that, “Water should not be judged by its history, but by its quality!” (Dr. Lucas van Vuuren).
Finally, it can be concluded that potable reuse represents a sustainable solution, which in the medium-term, will become a widely used water management option.

Innovative and Developmental Technologies for Desalination – Forward Osmosis
Forward Osmosis
This is an osmotic process that uses a semi-permeable membrane to separate salts from water. FO uses an osmotic pressure gradient (∆п) instead of hydraulic pressure (∆P), which is used in RO, to create the driving force for water transport through the membrane. No energy is needed to drive the water flux of an FO process, as the water flux is the natural tendency of the system. FO is an innovative membrane-based technology that has the potential to reduce the costs and environmental impacts of desalination.

The concentrated solution, or draw solution, is the source of the driving force in the FO process. A selectively permeable membrane allows passage of water, but rejects solute molecules and ions. Osmotic driving forces in FO can be significantly greater than hydraulic driving forces in RO. This results in the potential for higher water flux rates and recoveries. The selection of an appropriate draw solution is the key to FO performance.
The draw solution should have a high osmotic efficiency (that is, have a high solubility in water and a low molecular weight), be non-toxic; trace amounts of chemicals in product water might be acceptable, be chemically compatible with the membranes.
Draw solutions include magnesium chloride, calcium chloride, sodium chloride, potassium chloride, ammonium carbonate and sucrose

A simplified process schematic of an FO process using ammonium carbonate as a draw solution
Potential Advantages over Established Technologies
• FO Operates around 1 atmosphere (atm), which results in much lower energy consumption compared to conventional membrane and mechanical/thermal evaporative desalination technologies
• FO Membrane compaction is not typically an issue
• Has less fouling propensity compared to RO
Potential Disadvantages Compared to Established Technologies
• FO is still under development. Knowledge about the following has not been established fully: treatment efficiencies of larger-scale installations, economics, and short- and long-term performance and fouling/scaling
• Requires special membranes. Existing commercially available RO membranes are not suitable for FO because such membranes have a relatively low product water flux, which can be attributed to severe internal concentration polarization in the porous support and fabric layers of RO membranes
• Use of ammonium carbonate as draw solution may provide desired osmotic pressure. However, diffused ammonia to the permeate stream should be removed using a low cost technology (such as waste heat to strip ammonia)
Advancements needed for consideration of this technology in full-scale applications
• Identifying effective and economical draw solutions and technologies/approaches that remove draw solutions economically (such as using waste/low-grade heat).
• Developing new and additional membrane sources. Currently, a limited number of commercially available membranes are on the market using cellulose triacetate.
• Addressing mass transfer limitations resulting from concentration polarization within the membrane support layer.
• Developing new modules suitable for full-scale implementation. To date, most applications have used flat-sheet, plate and frame elements.

Vacuum Membrane Distillation (VMD) Pilot Plant tests at IOCL, Panipat, India
Membrane Distillation is a thermal separation process during which only water vapour passes through a hydrophobic membrane. The driving force in the MD process is the difference in vapour pressure induced by vacuum and decrease in temperature across the membrane effects. This process finds its uses especially in desalination and industrial wastewater treatment with an ability to recover water from brine till saturation levels. MD pilot plant trials was started with the overall goal to develop a process to reach zero liquid discharge (ZLD). Consequently, WABAG applied the MD process with the goal to further increase the recovery ratio and to reduce the amount of water for further testing technologies like crystallization.
The pilot plant works with a process named Vacuum-Multi-Effect-Membrane Distillation (named V-MEMD) which combines the conventional Multi-Effect-Distillation with hydrophobic membranes. The process in the Pilot Plant initially involves pre-treatment in the mixing tank as shown in Figure 1 to remove silica and hardness. This is followed by the hot feed flowing to the membrane with different vapour pressures and temperatures forcing the evaporating vapour to pass through the membrane. Condensation occurs on the cooler side at the other end. Considerable reduction of the high saline water and production of demineralized water can be achieved with possibilities of operating the technologies for ZLD. Waste energy can be utilized since the process operates at low temperatures.

The pilot plant was operated in three modes: (i) Run through mode (ii) Batch mode with total brine re-circulation (iii) Feed & Bleed mode with partial brine recycle. The heating loop is operated at 65°C and the cooling loop at roughly 41°C or lower. The higher the temperature difference between the first and the last stage of the membrane racks, the higher the recovery rate. Due to the relatively low temperature difference between heating and cooling, distillate flow of the pilot plant was low. Higher recovery was achieved by batch and feed & bleed mode. In all three trials carried out so far the conductivity of the distillate was at a low level, indicating that no significant scaling of the membrane took place. Parallel lab tests helped verify the process efficiency. A fourth mode is being explored to treat the collected VMD brine as a batch to increase the TDS concentration till saturation levels in order to explore ZLD with crystallization as described before.